Phone(+65) 6284 3818 | sales@premier-sols.com | Enquriy |
















1/4" ( I.D. ) Dry Pellet Pressing Die - EQ-Die-06D-B
Description
 EQ-Die-06D-B is a 1/4" I.D. pressing die set for making a 6 mm diameter sample pellet. The pressing die is made by high-stretched and highly polished carbon steel to achieve high hardness to meet essential requirements of making ceramic or metal samples.
EQ-Die-06D-B is a 1/4" I.D. pressing die set for making a 6 mm diameter sample pellet. The pressing die is made by high-stretched and highly polished carbon steel to achieve high hardness to meet essential requirements of making ceramic or metal samples.
SPECIFICATIONS:
| Model Number | EQ-Die-06D-B | |||
| Maximum Load | 3 metric Ton (at room temperature) 930 MPa | |||
| Material | HRC 60 - 62 hardened steel Ra 0.08μm highly polished steel All pressing dies are made by high-stretched carbon steel to achieve high hardness to meet the essential requirements of making ceramic or metal samples. Otherwise, the pressing surface could probably get scratched. | |||
Dimensions |
| |||
| Weight | 1.3 lbs. | |||
Material Requirement |
| |||
| Package Content |
| |||
| Safety Precaution |
| |||
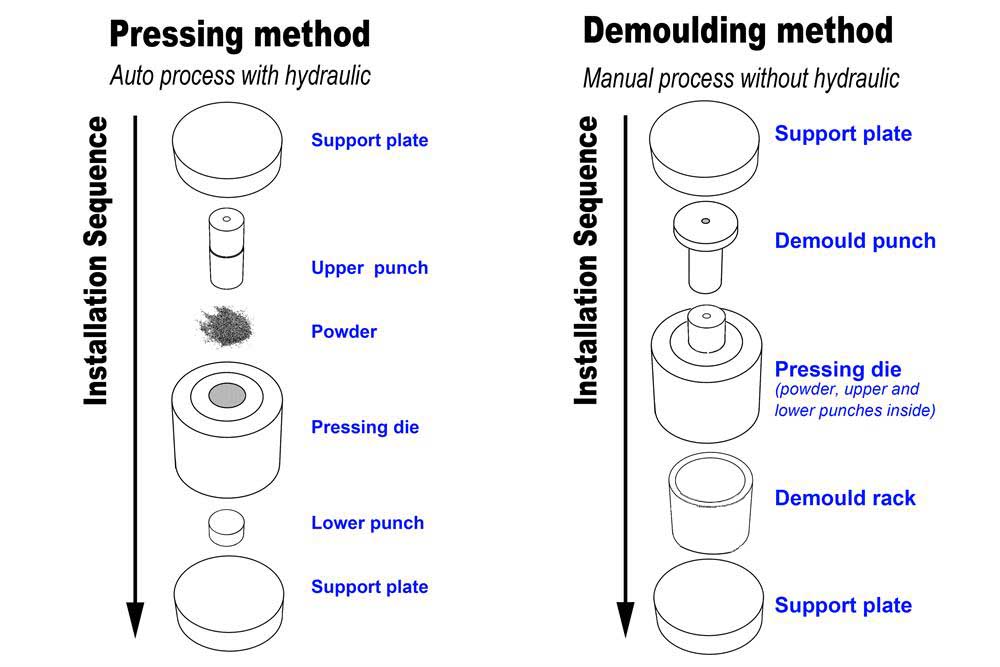
| Pressing Die Installation Schematic / Instruction |
| |||
| Application Notes |
| |||
| Warranty |
|


{kind=link}
{kind=link}
Register for new product information:
![]()